




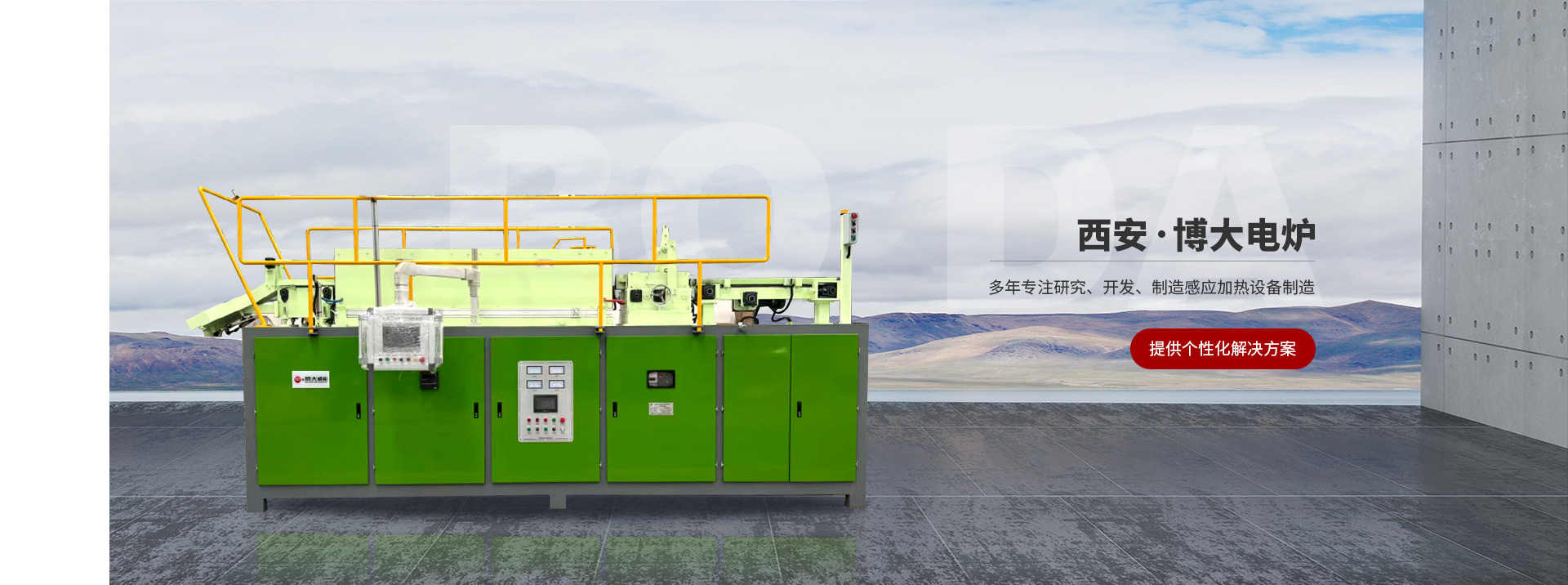
类 别: 中频感应熔炼炉
一拖二设备系统主要含2台3t炉体,1台2400KW-DX2(一拖二)中频串联逆变电源,1台液压站,1台3000KVA整流变压器,1台闭式冷却塔。在设计该设备时,需要经过对用户生产情况的了解,充分考虑到用户现场工作状态情况,方案的设备选型要**用户的产量指标,并需符合用户对设备的基本要求:设备耐用、性能稳定、安全可靠。设...
01
Learn more
感应加热制造及服务的企业/ 打造中国机器
走进博大
博大,您身边可靠的感应加热制造商及服务商
西安博大感应科技有限公司是西安市新感应加热设备厂与新加坡博炉有限公司合资的集科研、生产、销售及服务于一体的享有自营进出口权的民营企业。占地面积23300平方米。其中厂房面积3200平方米,现有员工92人,技术职称的员工占员工总数的42%。主要从事中、高频感应加热成套设备及其它工业电炉的开发与制造。公司电力装机总容量1500KVA,可供大功率感应加热设备出厂前的调试与检验。我公司的质量管理体系和检测手段,拥有国内同行业大的…
Learn more
29年
行业发展经验
1000+m²
生产基地
100+
专业技术人员
200万
产品年销量
博大,您身边可靠的感应加热制造商及服务商





类 别: 中频感应熔炼炉
一拖二设备系统主要含2台3t炉体,1台2400KW-DX2(一拖二)中频串联逆变电源,1台液压站,1台3000KVA整流变压器,1台闭式冷却塔。在设计该设备时,需要经过对用户生产情况的了解,充分考虑到用户现场工作状态情况,方案的设备选型要**用户的产量指标,并需符合用户对设备的基本要求:设备耐用、性能稳定、安全可靠。设...
01
Learn more
类 别: 中频感应熔炼炉
串联逆变一拖二中频电炉主电路,由以下主要部分构成三相半控整流桥,整流阻容吸收电路,预充电电路,限流电抗器LD,滤波电容CL ,串联逆变半桥,逆变RCD吸收保护电路,感应器、谐振电容器组成的L-C槽路等...
02
Learn more
类 别: 中频感应透热炉
北京中频感应透热炉宜都仝鑫:1、 额定功率:300KW 标称频率:2500HZ2、 坯料直径:Φ35~Φ45 长度:102mm3、 较大生产率:60kg/h4、 坯料材质:可磁化钢
03
Learn more博大,您身边可靠的感应加热制造商及服务商


人才济济


企业实力


品质标准


服务贴心

人才济济助力研发
A pool of talents to help R & D
30年专注于研究、开发、制造感应加热设备的专业厂家,拥有职工118人,工程技术人员占职工总人数的30%,其中高级工程师13人。

规模宏大,企业实力不容小觑
A pool of talents to help R & D
现代生产基地占地33亩,车间面积约8000平方米车、刨、钻、铣等各种机加设备、钣金加工设备、表面处理设备等。

品质有标准
A pool of talents to help R & D
在制造过程中,原材料的选择、工艺路线等都有严格的把控标准,保障性能及质量。为用户提供的各类炼钢成套设备,均符合质量体系标准,智能化,可操作性强

售后服务•贴心
A pool of talents to help R & D
建立技术支持、专业指导、技术培训、售后服务四大售后系统,帮客户解决问题。专职客服在线,及时响应您的任何疑问,在短时间内给出解决方案,省时省力
应用领域广泛,解决方案健全
WIDE RANGE OF APPLICATIONS, PERFECT SOLUTIONS
一下是西安中频透热炉帮您整理的一些西安中频透热炉的用途内容,快来看看吧。1、锻前加热:应用于齿轮、齿圈、半轴连杆、 轴承、卸扣、索具等产品锻前加热工艺;2、在线加热:管道防腐喷涂、钢(丝)管在线调质等......
加热器与变压器的工作方式类似。加热器就是一个初级线圈而被加热的工件是次级线圈。当加热器启动后,当高电压低交流电经过有多匝 线圈的初级线圈(加热器)后,在被加热的工件内部产生了一个低电 压的高电流,从而......
一拖二中频炉是中频炉的一种,它的构造是一台电源带两个炉子同时工作,功率任意分配,一台用来熔炼,一台用来保温,不间断熔炼,需要时,能够在准确温度下进行保温,升温,调质等,.大限度提高生产量。良好的启动特性,在满载,重载状态下,都能随意起动。提高功率因素,在确保任意功率下功率因数可达95%。恒功率输出,采用恒定功率输出控制......
真空感应熔炼法是真空冶金领域中应用.广的方法之一。西安感应熔炼炉如镍基、钴基、铁基等高温合金均采用真空感应熔炼法熔炼,其热加工性能和机械性能明显提高。弹性合金,以及膨胀合金等等,几乎均采用真空感应熔炼......
熔炼炉采用的是感应加热的方式进行熔炼的,是通过顺应了市场的需求从而进步成就了感应加热的熔炼炉的诞生的。特点如下:1.采用IGBT变频及功率调节,抗疲劳,可满足连续**满负载工作。2.耐高温、效率高,1600℃感应加热技术,能快速熔解多种金属,.快1分钟熔解一炉。3.机身拥有高稳定的加热系统及可靠的质检保护功能,整台......












